Хочу избавиться от такого безобразия:
- уход центра отверстия при сверлении ф6 мм,
- некруглое отверстие,
- "подрыв" материала сверлом, образование рваных кромок,
- необходимость зенковки заусенцев.

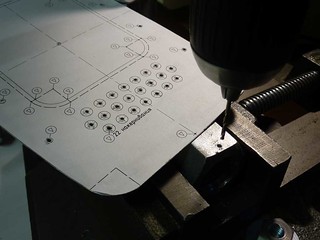
Материал - нержавейка AISI 304 0.4 мм, сверлил кобальтовым сверлом "MATRIX" Р6М5К5 ф6 мм. Деталь располагалась
на стальной подложке с отверстием ф6 мм. Дрель в стойке, подложка зажата в станочные тиски, отверстие в подложке
и сверло в дрели относительно друг друга отцентрованы. Предварительно деталь кернится и сверлится для центровки
сверлом ф2 мм.
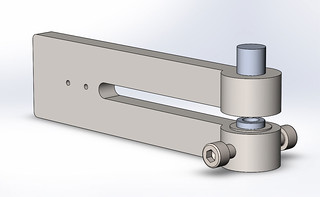
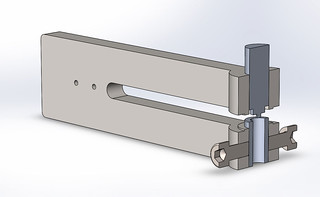
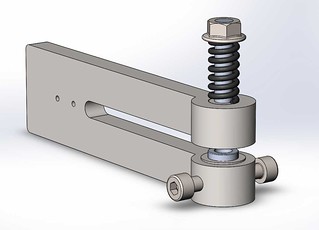
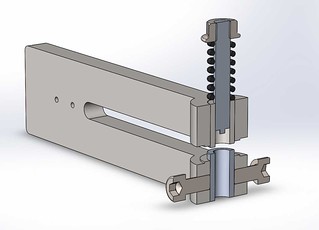
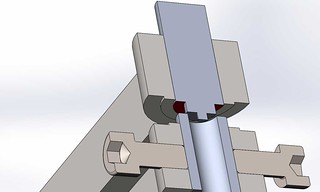
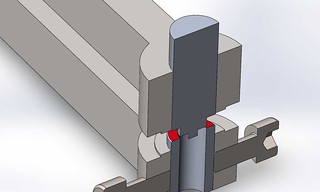
Проект инструмента для просечки:
- жёсткая рама для обеспечения соосности матрицы и пуансона,
- на пуансоне центровочный выступ под отверстие ф2 мм,
- возможность заточки кромок матрицы и пуансона,
- неподвижная матрица фиксируется болтами,
- подвижный пуансон,
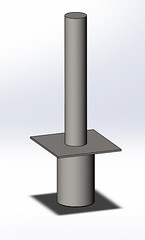
- матрицу и пуансон изготовить из хвостовика сверла и закалить,
- просечка отверстий в гидравлическом прессе 4 тонны.